Qarshi qolipni qurish - Injection mold construction
Ushbu maqolada a foydalanilgan adabiyotlar ro'yxati, tegishli o'qish yoki tashqi havolalar, ammo uning manbalari noma'lum bo'lib qolmoqda, chunki u etishmayapti satrda keltirilgan. (2016 yil yanvar) (Ushbu shablon xabarini qanday va qachon olib tashlashni bilib oling) |
Qarshi qolipni qurish bajarish uchun ishlatiladigan qoliplarni yaratish jarayoni qarshi kalıplama yordamida operatsiyalar qarshi kalıplama mashinasi. Ular odatda yadro va bo'shliq yordamida plastik qismlarni ishlab chiqarish uchun ishlatiladi.
Kalıplar, ishlab chiqariladigan komponent turiga qarab, ikki plastinka yoki uch plastinka qoliplari sifatida ishlab chiqilgan. Ikkita plastinka qolipi yorug'likda bir kunni talab qiladi, uchta plastinka qolipida esa ikki kun talab qilinadi. Mog'or konstruktsiyasi qismning shakliga bog'liq bo'lib, u ajratish chizig'ini tanlashni, yuguruvchi va eshikni tanlashni va komponentlarni chiqarib tashlash tizimini tanlashni belgilaydi. Qolib asosining kattaligi tarkibiy qism o'lchamiga va har bir qolipga rejalashtirilgan bo'shliqlar soniga bog'liq.
Dizayn masalalari
- Qoralama: Tayyor komponentni osongina chiqarib yuborish uchun yadroda ham, bo'shliqda ham talab qilinadi
- Siqilishga yordam: materialning yadrosi va bo'shliq o'lchamining qisqarish xususiyatiga bog'liq
- Sovutish davri: tsikl vaqtini qisqartirish uchun suv ham yadroda, ham bo'shliq plitalarida ochilgan teshiklar orqali aylanadi.
- Chiqarish oralig'i: Ejektor plitasining yuzi va yadro orqa plitasining yuzi orasidagi bo'shliq yadroning o'lchamini ushlab turishi kerak. Bu komponentni qolipdan to'liq olib tashlashga imkon berishi kerak.
- Havo teshiklari: yadro va bo'shliq o'rtasida o'ralgan gazlarni yo'q qiladi (odatda 0,02 mm dan kam), chunki ortiqcha bo'shliqlar chaqnash nuqsonlariga olib kelishi mumkin.
- Mog'orni polishing: Yadro, bo'shliq, yuguruvchi va shprits yaxshi sirt qoplamasiga ega bo'lishi va material oqimi yo'nalishi bo'yicha silliqlangan bo'lishi kerak.
- Qolib to'ldirish: Darvoza shunday joylashtirilishi kerakki, tarkibiy qism qalin qismdan ingichka qismga to'ldirilsin.


Elementlar
- Ro'yxatdan o'tish rishtasi - qarshi kalıplama mashinasi vidalarını qarshi kalıpla tekislaydi. Odatda kassa bilan qattiqlashtirilgan, o'rtacha uglerod po'latdir material (CHMCS).
- Sprue burmasi - buta 3 ° dan 5 ° gacha bo'lgan konusning teshigiga ega va odatda CHMCS dan tayyorlanadi. Materiallar qo'ziqorin tupi orqali qolipga kiradi.
- Yuqori plastinka - qolipning yuqori yarmini qoliplash mashinasining harakatlanuvchi yarmiga mahkamlash uchun ishlatiladi va odatda yumshoq po'lat.
- Bo'shliq plitasi - Plastmassa material bilan to'ldiriladigan va plastmassa komponentini hosil qiladigan bo'shliqni yaratish uchun ishlatiladigan bo'shliq (bo'shliq orqali). Odatda yumshoq po'latdan yasalgan.
- Yadro plitasi - yadro plitasi bo'shliq ichiga kirib boradi va plastik komponentda bo'sh qismlarni hosil qiladi. Ushbu yadro plitasi odatda qattiq ishlov berilgandan so'ng qattiqlashmasdan qattiqlashtirilgan P20 po'latdan yasalgan.
- Sprue puller vtulkasi - pog'ona pog'onasi pog'onasi pog'onali pog'onali pinni joylashtirish uchun ishlatiladi; odatda CHMCS dan tayyorlanadi.
- Sprue puller pin - Sprue puller pin pog'onani burama tupidan tortib oladi. Odatda CHMCS dan tayyorlanadi
- Yadro orqa plitasi - u yadro qo'shimchasini joyida ushlab turadi va "qattiqlashtiruvchi" vazifasini bajaradi. Odatda yumshoq po'latdan yasalgan.
- Yo'naltiruvchi ustun va yo'naltiruvchi vintlardek - Yo'lboshchining tirgovichi va yo'riqnomasi har bir tsikldagi qolipning sobit va harakatlanuvchi yarmlarini tekislaydi. Moddiy holatlar odatda o'rta karbonli po'latdan yasalgan va qattiqligi yuqori bo'ladi.
- Ejektorning yo'naltiruvchi tirgovichi va yo'riqnomasi - bu komponentlar ejektor pimlari buzilmasligi uchun ejektor moslamasining tekislanishini ta'minlaydi. Ular odatda CHMCS dan tayyorlanadi. Qo'llanma ustuni, odatda, yo'riqnomaning tupiga qaraganda yuqori qattiqlikka ega.
- Ejektor plitasi - bu ejektor pimlarini ushlab turadi va odatda yumshoq po'latdan yasaladi.
- Ejektor orqa plitasi - bu ejektor pimlarini ajratib qo'yishiga yo'l qo'ymaydi; odatda yumshoq po'latdan yasalgan materialdan.
- To'piq bloklari - Ejektorni yig'ish uchun bo'shliqni ta'minlaydi, shunda tayyor komponent yadrodan chiqadi. Odatda yumshoq po'latdan yasalgan.
- Pastki plastinka - qolipning pastki yarmini qoliplash mashinasining sobit yarmi bilan qisib turadi; odatda yumshoq po'latdan yasalgan.
- Markazlashtiruvchi buta - pastki plastinka va yadro orqa plitasi o'rtasida hizalanishni ta'minlaydi; odatda CHMCS dan tayyorlanadi.
- Dam olish tugmasi - chiqarish moslamasini qo'llab-quvvatlaydi va chiqindi yig'ish moslamasi bilan pastki plastinka orasidagi aloqa maydonini kamaytiradi. Bu "markirovka qilinmagan" tayyor komponentni ta'minlash uchun zarur bo'lgan qarshi kalıplama mashinasini tozalashda eng foydalidir. Kichik begona zarralar pastki plastinkaga yopishib, ejektsiya pimlari yadrodan chiqib ketishiga olib kelishi va komponentdagi chiqish pimi belgilariga olib kelishi mumkin.
Yadro va bo'shliq odatda P20, En 30B, S7, H13 yoki 420SS po'latidan tayyorlanadi. Yadro - bu kalıplamanın ichki shaklini tashkil etuvchi erkak qismi. The bo'shliq kalıplamanın tashqi shaklini yaratadigan ayol qismi.
Darvozaning turlari
Ikkita asosiy eshik tizimlari qo'lda kesilgan eshiklar va avtomatik ravishda kesilgan eshiklardir. Quyidagi misollar ularning qaerda ishlatilishini ko'rsatadi:
- Spru gate: Katta komponentlar uchun foydalaniladi, eshik belgisi komponentada ko'rinadi va hech qanday yuguruvchi talab qilinmaydi. masalan: paqirni shakllantirish (orqa tomon silindrsimon eshik belgisi ko'rinadigan va sezilishi mumkin).
- Kenar darvozasi: to'rtburchaklar, to'rtburchaklar qismlarga eng mos keladi
- Ring darvozasi: Manba chizig'idagi nuqsonni bartaraf etish uchun silindrsimon qismlarga eng mos keladi
- Diafragma eshigi: ichi bo'sh, silindrsimon qismlarga eng mos keladi
- Yorliq darvozasi: Qattiq, qalin qismlarga eng mos keladi
- Dengiz osti eshigi: tsikl vaqtini qisqartirish uchun avtoulovni o'chirish zarur bo'lganda ishlatiladi
- Orqaga konusning shprits eshigi (pinli eshik): Odatda uchta plastinka qoliplarida ishlatiladi.
- Winkle Gate: asosan elektron mahsulotlar uchun ishlatiladigan darvoza materialni yadro tomoni ostida oqadi
Ejeksiyon tizimi turlari
- Pinni chiqarib tashlash - Silindrsimon pinlar tayyor komponentni chiqarib tashlaydi. Kvadrat va to'rtburchaklar komponentlar uchun kamida to'rtta pin (to'rtta burchakda) kerak. Silindrsimon komponentlar uchun uchta teng masofadagi pin kerak (ya'ni 120 ° masofada). Kerakli pinlar soni komponent profiliga, ejektsiya hajmiga va maydoniga qarab farq qilishi mumkin. Ushbu chiqarish tizimi tugagan komponentda ko'rinadigan chiqish belgilarini qoldiradi.
- Sleeve ejection - bu ejektsiya turi silindrsimon tomirlar uchun afzaldir (va ular bilan cheklangan), bu erda yadro pastki plastinkada o'rnatiladi. Ushbu tizimda, ejektsiya assambleyasi yadro ustiga siljigan va komponentni chiqaradigan gilzadan iborat. Komponentda ko'rinadigan chiqish signallari ko'rinmaydi.
- Stripper plastinkasini chiqarib tashlash - Ushbu ejeksiyon katta maydonlarga ega komponentlar uchun afzaldir. Ushbu tizim yadro va bo'shliq plitalari o'rtasida qo'shimcha plastinka (striptizator) talab qiladi. Yorqinlikni oldini olish uchun striptiz plitasi bo'shliq plitasi bilan aloqada bo'lib qoladi va bo'shliq va yadro plitasi o'rtasida bo'shliq saqlanadi. Ko'rinadigan ejektsiya belgilari odatda komponentlarda qayd etilmaydi.
- Pichoqni chiqarib tashlash - bu ejektsiya turi ingichka, to'rtburchaklar kesmalar uchun afzaldir. To'rtburchak pichoqlar silindrsimon pimlarga kiritiladi (yoki silindrsimon pimlar to'rtburchaklar tasavvurlar bilan ishlov beriladi) komponent uchun mos keladigan chiqish uzunligini hosil qiladi. Ejeksiyon pimi boshini osongina joylashtirish uchun, chiqish plitalarida qarshi teshik mavjud.
- Yadroning aylanishi bilan (ichki tishli komponentlar) - tishli komponentlar uchun ishlatiladi, bu erda yadro qo'shimchasini aylantirish orqali komponent avtomatik ravishda chiqariladi.
- Havo chiqarish - siqilgan havo yordamida yadroga o'rnatilgan püskürtme pimini harakatga keltirish uchun ishlatiladi. Ejeksiyon pimi kamon yordamida tortib olinadi.
Hizalama
Komponentni chiqarish uchun qarshi qoliplari ikkita yarim, yadro va bo'shliq yarmi sifatida ishlab chiqilgan. Har bir tsikl uchun yadro va bo'shliq sifatni ta'minlash uchun hizalanadi. Ushbu hizalama hidoyat tirgovichi va yo'riqnoma tupi bilan ta'minlanadi. Odatda plitalarni bitta konfiguratsiyaga majburlash uchun to'rtta qo'llanma ustun va yo'naltiruvchi butalar ishlatiladi, ulardan uchta ustun bir diametrga, ikkinchisi esa boshqa diametrga ega.YO'Q "[xato isboti] kontseptsiyasi). Ro'yxatdan o'tish halqasi yuqori plastinka va transmisyon moslamasini inyeksion kalıplama mashinasi naqshiga to'sqinlik qiladi, bu mashina naqshini va yuqori plitani tekislaydi.
Mog'orni sovutish
Mog'orni sovutish dizaynining kerakli xususiyatlariga quyidagilar kiradi:
- Bir xil sifat uchun doimiy mog'or harorati
- Hosildorlik uchun tsiklning qisqartirilgan vaqti
- Qusursiz sirtni yaxshilash
- Mog'or sirtining bir xil harorati bilan urush holatidan saqlanish (bir xil bo'lmagan sovutish natijasida kelib chiqadigan urush)
- Uzoq mog'or muddati
Usullari
- Bo'shliq plastinkasini burg'ulash teshiklari bilan sovutish - Bo'shliq plitasi bo'shliq qo'shimchasi atrofida burg'uladi va teshiklarning uchlarida mis yoki alyuminiy konusning tiqinlari bilan tiqilib qoladi. Kirish va chiqish portlariga ulangan quvur yordamida qolipni sovutish uchun suv aylanadi.
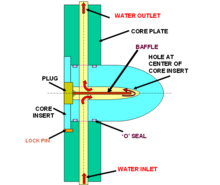
- Yadro qo'shimchasini to'g'ridan-to'g'ri sovutish (to'siq tizimi) - yadro etarli devor qalinligini saqlab burg'uladi. Burg'ulash teshigi o'rtasida to'siq plitasi joylashgan bo'lib, teshikni ikkiga bo'linib, suv yadro ichidagi maksimal maydon bilan aloqa qilishiga imkon beradi, shuning uchun sovutish sodir bo'lishi mumkin.
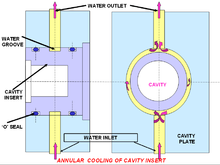
- Bo'shliq qo'shimchasini halqali sovutish - suv aylanishi uchun yadroda dumaloq yiv yasalgan. Oqishning oldini olish uchun, O-ringlar sovutish kanalining ustida va ostida ishlatiladi.
- Yadro harakatlanuvchi tomoni va bo'shliq .eg shaklida mahkamlangan tomoni
Sovutish mahsulot sifatiga ta'sir qilishi mumkin
Shuningdek qarang
Adabiyotlar
- Qarshi qoliplarini loyihalash R.G.W. Pye Godwin Kitoblari; 3-qayta ko'rib chiqilgan nashr (1983 yil 1-fevral)